

以下是:异型管厂家-可来厂参观的产品参数异型管厂家-可来厂参观_恒盛信达钢铁贸易有限公司,固定电话:18762195566,移动电话:0527-88266888,联系人:王立祥,QQ:601360604,大邱庄镇陈大公路东300米发货到安徽省 合肥市 庐阳区、瑶海区、蜀山区、包河区、长丰县、肥东县、肥西县、庐江县 发货到 合肥市庐阳区。 安徽省,合肥市,庐阳区 2022年,庐阳区全年地区生产总值(GDP)1259.78亿元,三次产业结构为0.2:16.3:83.5。
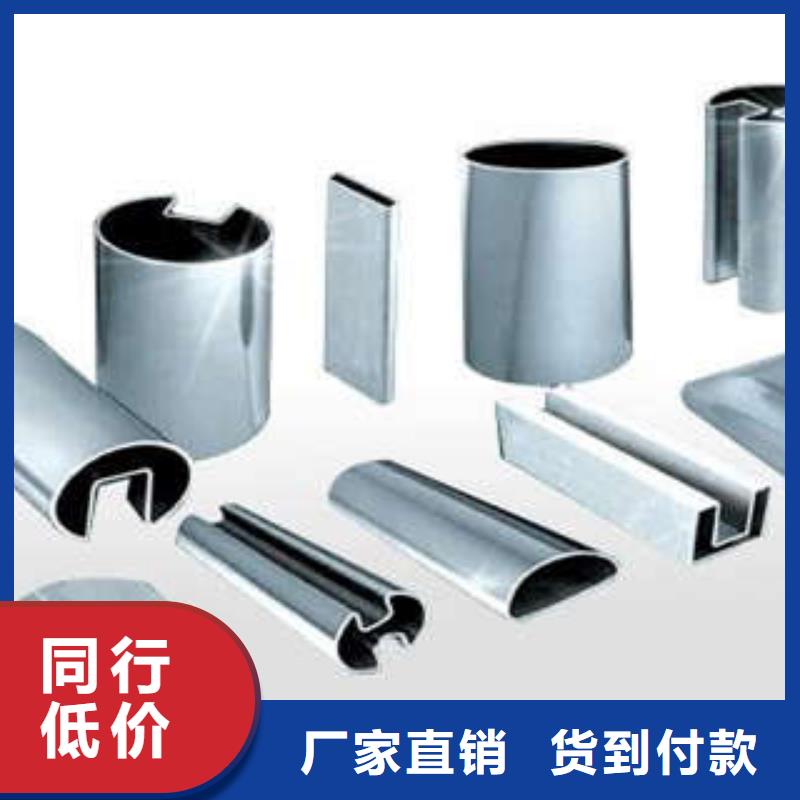
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让异型管厂家-可来厂参观自己向您展示它的卓越品质和出色性能。以下是:异型管厂家-可来厂参观的图文介绍对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
浸涂浸涂是将异型管浸没在盛有涂料的槽液中,随即取出,让多余的涂料滴落回槽液中,或采用机械方法将多余的涂料甩落。浸涂的方式有手工浸涂、离心浸涂和真空浸涂。该法适用于结构复杂的器材或工件,不适用于挥发性涂料,但溶剂损失较大,容易造成空气污染,涂膜的厚度不易均匀。
刮涂刮涂是使用刮刀对异型管进行涂装的方法,刮刀可以是木制的、钢制的、牛角的、橡胶的等。常用于刮铸造成型的被涂物,也用于粘度较高的液态涂料的涂装。经过刮涂作业的涂膜,常见缺陷是开裂、脱落、翻卷等,其涂膜的厚度也很难均匀。
影响异型管轧制压力的八点因素:
异型管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响异型管轧制压力的八点因素:
轧辊直径在其他条件一定时,随着轧辊直径的加大,异型管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
切削加工性异型管材料的切削加工性系指接受切削加工的能力,也是指经过加工而成为合乎要求的工件的难易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。锻性是异型管在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。锻性好坏主要决定于金属的化学成分、显组织、变形温度、变形速度及应力状态等因素。顶锻性 顶锻性是指管材承受打铆、镦头等的顶锻变形的性能。金属的顶锻性,是用顶锻试验测定的。热处理工艺性热处理是指异型管在固态范围内,通过一定的加热、保温和冷却方法,以改变金属或合金的内部组织,而得到所需性能的一种工艺操作。热处理工艺就是指金属经过热处理后其组织和性能改变的能力,包括淬硬性、淬透性、回火脆性等。
增加工作辊热辊时间,使辊面热凸度均匀。对于辊径-385mm的工作辊适当增加轧制烫辊材。轧制烫辊材就是轧制0.3mm以下薄规格带钢之前,先轧制2、3卷0.6mm以上带钢,让工作辊辊面与辊身热透性均匀,保证有效压下效率,解决轧辊压靠时有效轧制力减小问题。
将异型管道次压下率由25%左右提高到30%以上,并将成品道次轧制时手动加卷取张力,以弥补压下率调整后的不足,保证成品道次轧制到目标厚度。
优先使用小辊径工作辊,通过轧辊优化分配,尽量安排小辊径工作辊生产0.3mm以下薄规格的异型管带钢。
异型管冲压生产时在保证送料必要时间的前提下,尽量缩短送料时间,但提高送料速度会对精度产生不良的影响。送料精度的优劣直接影响着异型管的精度和品质,因此保持良好的送料精度是非常必要的。
合肥庐阳恒盛信达钢铁贸易有限公司发展方向是:提高 镀锌管产品质量,力创凯宸品牌;增加技术投入,完善系列 镀锌管产品;加强售后服务,构筑销售网络。
竭诚欢迎各界同仁惠顾!
在合肥市庐阳区采购异型管厂家-可来厂参观请认准恒盛信达钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王立祥-18762195566,QQ:601360604,地址:大邱庄镇陈大公路东300米)。










